Принцип варки без газа в том, состав внутри трубки окисляется под влиянием температуры и сгорает. Горение вызывает облако газа в месте сварочной ванны. Образовавшееся облако выполняет функции защитной газовой среды. Позволяет не допускать пустот и трещин шва.
Всё, что нужно знать о проволоке для сварки
Статьи, 25.10.2023
На чтение
10 мин
Читайте так же
#промышленность
Сварочная проволока является отличной заменой электродам, позволяя сваривать различные металлы. Может применятся для наплавки, резки цветмета, стали. Поставляется в катушках, мотками или поштучно. Различается назначением, составом и другими характеристиками.
Особенность проволоки для сварки в том, что ее можно использовать без дополнительных присадок. Она заменяет и сварочный электрод, и присадочный материал. Использование проволоки в катушках позволяет делать сварные швы большой длины без лишних затрат на замену материала, повышая производительность работ.
Основные параметры классификации
В таблице представлены виды сварочной проволоки по двум основным параметрам:
| Свариваемые металлы | ||
| Свариваемые металлы |
||
| Вид металла | Марка проволоки | Назначение |
| Нержавейка | Св-06х19н9т Св-06х19н9, Св-06х21н7бт, Св-01х19н9, Св-01х18н10 | Для работы с устойчивыми к коррозии и жаропрочными марками, соединение аустенитов |
| Нержавейка Св-06х19н9т Св-06х19н9, Св-06х21н7бт, Св-01х19н9, Св-01х18н10 Для работы с устойчивыми к коррозии и жаропрочными марками, соединение аустенитов |
||
| Св-08х19н10м3б, Св-06х20н11м3тб | Для сварки никель-хромовых нержавеек с присадкой молибдена | |
| Св-08х19н10м3б, Св-06х20н11м3тб Для сварки никель-хромовых нержавеек с присадкой молибдена |
||
| Сталь | Св-08г2с | Сварка тонкой стали, изготовление тары, труб |
| Св-08г2с Сварка тонкой стали, изготовление тары, труб |
||
| Св-09г2с | Для низкоуглеродистых составов с малой долей легирования | |
| Св-09г2с Для низкоуглеродистых составов с малой долей легирования |
||
| Св-10га | Работа с низкоуглеродистыми марками в среде аргона | |
| Св-10га Работа с низкоуглеродистыми марками в среде аргона |
||
| Св-08гсмт | Соединение конструкционных марок без легирующих примесей | |
| Св-08гсмт Соединение конструкционных марок без легирующих примесей |
||
| Св-01х17н14м | При особых требованиях сопротивления межкристаллической коррозии | |
| Св-01х17н14м При особых требованиях сопротивления межкристаллической коррозии |
||
| Алюминий | Св-ак5/ак6 | Для пластичных устойчивых к температурам сплавов |
| Алюминий Св-ак5/ак6 Для пластичных устойчивых к температурам сплавов |
||
| Св-1201 | При повышенных требованиях к качеству соединения | |
| Св-1201 При повышенных требованиях к качеству соединения |
||
| Св-а85/а97, Св-амц | Сварка «чистого» алюминия и его пластичных сплавов | |
| Св-а85/а97, Св-амц Сварка «чистого» алюминия и его пластичных сплавов |
||
| Чугун | Св-08г2 и Св-08г2с | Для сварки чугуна и никеля |
| Чугун Св-08г2 и Св-08г2с Для сварки чугуна и никеля |
||
| ПП анч-1 | Холодная и полугорячая (до +350 °С) сварка | |
| ПП анч-1 Холодная и полугорячая (до +350 °С) сварка |
||
| ПП анч-3 | Горячая технология (до +600 °С) | |
| ПП анч-3 Горячая технология (до +600 °С) |
||
| Состав проволоки | ||
| Состав проволоки |
||
| Вид | Особенности проволоки | Область использования |
| Порошковая | Полая, с наполнителем внутри. Наполнитель выступает флюсом, замещающим газовую среду. Доля 14-40% | Для работы в условиях, когда невозможно использовать газ. Подбирается с максимальным соответствием к соединяемому металлу. |
| Порошковая Полая, с наполнителем внутри. Наполнитель выступает флюсом, замещающим газовую среду. Доля 14-40% Для работы в условиях, когда невозможно использовать газ. Подбирается с максимальным соответствием к соединяемому металлу. |
||
| Омеднённая (покрытая медью) | Производится из сталей с малой долей углерода и легирующих примесей | Для сварки с получением высококачественного шва |
| Омеднённая (покрытая медью) Производится из сталей с малой долей углерода и легирующих примесей Для сварки с получением высококачественного шва |
||
|
Стальная сварочная проволока |
Наиболее распространённый вид. Изготавливается из различных типов стали. Включает более 50 марок | Для соединения элементов и деталей из низко-, среднеуглеродистых сталей с разным процентом добавок |
| Стальная сварочная проволока Наиболее распространённый вид. Изготавливается из различных типов стали. Включает более 50 марок Для соединения элементов и деталей из низко-, среднеуглеродистых сталей с разным процентом добавок |
||
| Легированная | Стальная основа с добавками хрома, марганца, никеля | Соединение сталей с высокой долей углерода |
| Легированная Стальная основа с добавками хрома, марганца, никеля Соединение сталей с высокой долей углерода |
||
| Алюминиевая сварочная проволока | Изготавливается из алюминия с добавками. Позволяет создавать швы высокого сопротивления коррозии и прочности | Для сваривания алюминия и его сплавом с медью, хромом, магнием и др. |
| Алюминиевая сварочная проволока Изготавливается из алюминия с добавками. Позволяет создавать швы высокого сопротивления коррозии и прочности Для сваривания алюминия и его сплавом с медью, хромом, магнием и др. |
||
Проволока для работы полуавтоматом
Полуавтомат – это оборудование для сваривания различных сталей и цветмета, в нем подача сварочной проволоки происходит в авто-режиме, а шов формирует оператор вручную. Аппараты данной категории разделяют на два типа – MIG и МАG.
- MIG - в качестве защитной среды используют газы инертного типа
- МАG - газы активного типа
Данные аппараты могут эксплуатироваться со всеми распространёнными видами проволоки.
Стальная — наиболее ходовая. Её производят по ГОСТ 2246-70. В стандарте предусмотрено 77 марок, отличающихся по степени легирования. Применяется для работы со сталью углеродистого класса и с малым количеством добавок.

При помощи стальной присадки с никель-хромовой добавкой соединяется нержавеющая сталь. Доля добавки зависит от уровня легирования свариваемого металла.
Медная сварочная проволока содержит в себе кремний. Используется для соединения деталей из сплавов меди. Подходит для наплавки. Позволяет создавать шов того же состава, что и соединяемые заготовки.
Сварочный материал из алюминия с магнием — для сварки различных алюминиевых составов. Место соединения устойчиво к окислению. Шов получает все свойства скрепляемого сплава.
Присадочный материал для полуавтоматов выпускается:
Диаметр сечения0,6-2 мм.
Масса катушки1-5 кг, реже до 22 кг
Диаметр катушки100-200 мм
Масса кассеты12-20 кг
Данные параметры определяют размер оборудования для установки проволоки и допустимый ток в зависимости от толщины присадки.
Сварка проволокой без газа
Для данной технологии применяют полуавтоматическое оборудование с порошковой проволокой, имеющей самозащиту. К таким маркам присадки относятся полые проволоки с флюсом внутри и сплошной поверхностью. В качестве флюса также может применяться специальный порошок, состав которого зависит от вида свариваемого металла и присадочной проволоки.
При правильной настройке устройства по току, скорости подачи и подборе подходящего присадочного состава, метод "без газа" подходит для работы со всеми распространёнными видами материала: сталь, цветные металлы, нержавейка, алюминий

Проволока для работы без газа поставляется:
Масса мотковдо 5 кг
Диаметр сечения0,6-1,2 мм.
Толщинавыше 1 мм.
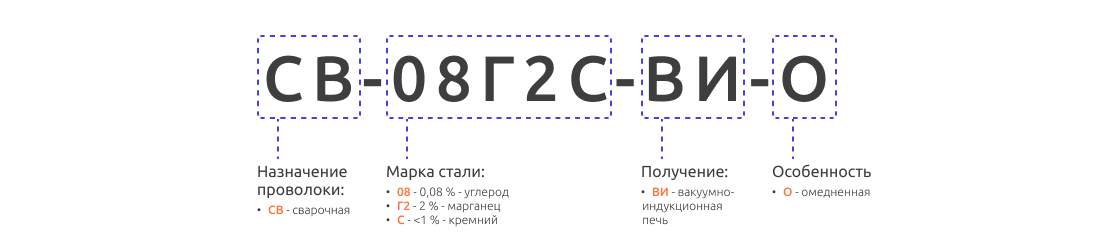
Маркировка проволоки для сварки
Обозначение регулируется по ГОСТ 2246. Маркировка схожа с обозначением марок различных сплавов, но в начале указывается назначение изделия:
| В начале указывается назначение изделия: | |
| Св | проволока стандартная для сварки |
| Нп | продукция для наплавки |
| Пп | порошковый вариант |
| Далее указывается марка стали, используемая для изготовления: | |
| первое число | доля углерода в сотых процента |
| буквы | обозначают добавки в составе |
| цифры | доля добавок |
При проценте добавки до 1 цифра не указывается. Среди распространённых примесей: марганец (Г); никель (Н); кремний (С); хром (Х); медь (Д); алюминий (Ю) и др.
| После марки прописывается метод получения изделия: | |
| ВИ | метод плавки в вакууме индукционной печи |
| ВД | выплавка в вакууме под действием электро-дуги |
| Ш | выплавка в шлаке, проводящем электричество |
| Последний индекс в маркировке указывает на какие-либо особенности изделия: | |
| О | наличие медного слоя (омедненная) |
| Э | из такого продукта можно делать сварочные электроды |
| А и АА | уровень чистоты от серы и фосфора |
Подбор сварочной проволоки
Главным аспектом при выборе проволоки для сварки является тип скрепляемых элементов: металл их изготовления; размер. Проволока подбирается по четырём параметрам:
- Толщина прута в зависимости от толщины свариваемых материалов – чем толще рабочее поле, тем выше нужно брать сечение прутка.
- Состав металлов – присадка должна максимально соответствовать металлу, который будет обрабатываться.
- Чистота проволоки – не допускается присутствие коррозийных вкраплений, окислов, краски и т. д.
- Термические показатели – выбранная присадка должна иметь температуру расплавки равную или чуть ниже температуры расплавки скрепляемого материала.
Также форма прута по сечению допускается только круглая, одинаковой толщины на всём протяжении. Прямая укладка в мотке – без перегибов и т. д. При выборе некачественного или неподходящего материала шов может получиться непрочным, с дефектами.
Расход присадочного материала
При работе с проволокой не требуется постоянная её смена, как при работе электродами. Она подаётся автоматически и без перерыва. На расход присадки влияют: параметры рабочего оборудования; размер и состав соединяемого материала; сечение и материал прута.
Режим подачи проволоки для сварки по скорости устанавливается вручную регулятором при установке каждой новой катушки/кассеты. Контроль расхода осуществляется специальными счётчиками. Счётчики делятся на две категории: автомат – встроенный в ПО аппарата; механические – на кассетах с присадкой. Счётчики проф. оборудования не только показывают расход, но и рассчитывают его.

Автор статьи
Павлов Артём Иванович
Руководитель отдела продаж,эксперт по технологическим трубопроводам
Понравилось?
Задать вопрос автору статьи
Продукция из статьи